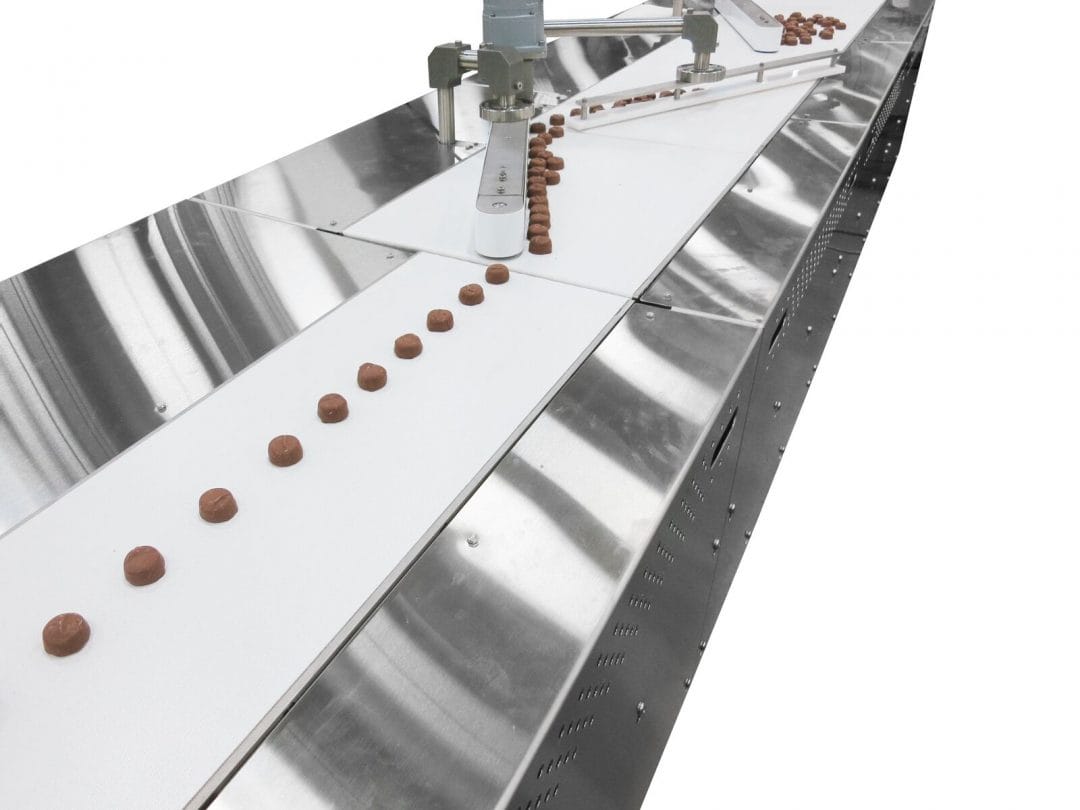
Some businesses require pinpoint positioning and parts routing for assembly, robotic and inspection applications, and Dorner’s Precision Move Conveyors are ideal in these cases.
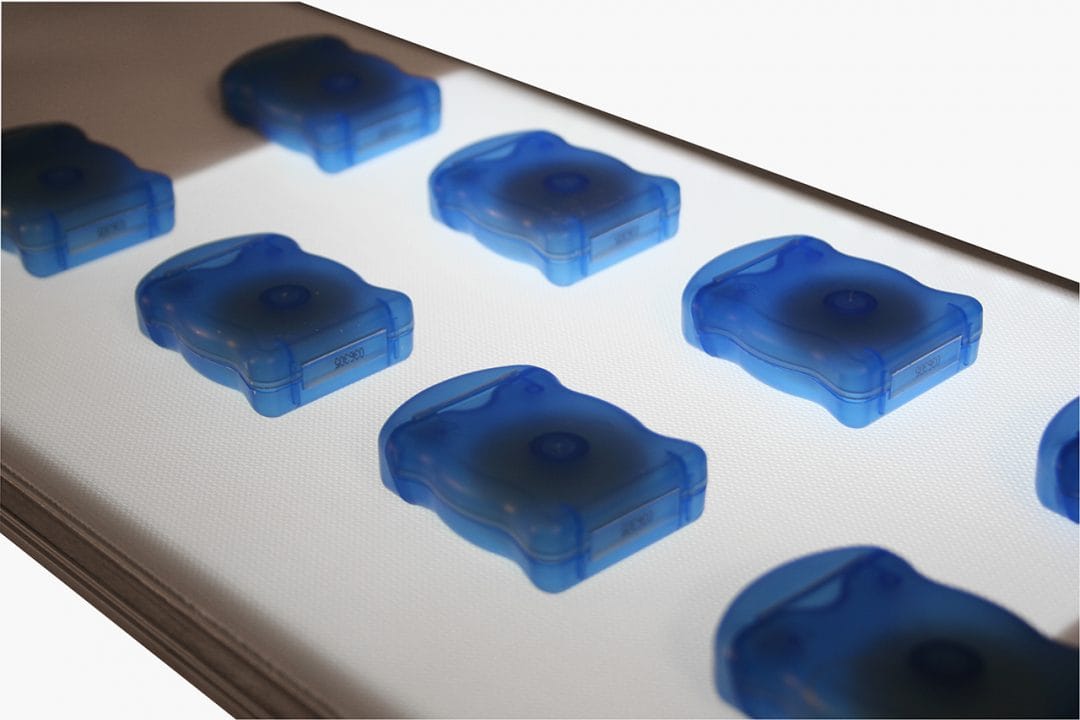
Dorner utilized its 2200 Heavy Load Precision Move Pallet Conveyor for one customer that needed to move 80-pound battery cells placed in steel modules. This application the Dorner team created is unique because of the battery’s weight and the need for electrostatic dissipative timing belts. These belts were required because batteries are being conveyed without using pallets.
This custom conveyor solution features a laser welder on our 2200 Series Heavy Load Precision Move Pallet Conveyor feeding the battery, which is then transferred 90 degrees via a Lift and Transfer Module. When the lift is in the middle position, it stops the battery on the conveyor, with the lift then moving to the up position and moving the battery onto the transverse conveyor.
Next, the battery travels to an enclosure unit built with a Lift and Rotate Module. These modules operate by pneumatically lifting from the conveyor’s center and rotating to the orientation desired. These Lift and Rotate Modules can support 200 pounds and feature a sensor mount track for lift cylinders and rotation cylinders along with breakaway magnetic coupled rotation plates to help ensure product safety.
After the battery leaves the enclosure, it reaches a pair of pneumatic Stop and Lift Modules that are operator assembly stations. All Stop and Lift Modules on this custom solution are fashioned with cushioned pallet stops that are pneumatically activated with a spring return. The battery then moves on to a second Lift and Transfer Module where it is transferred 90 degrees left or right to a testing station.
Lastly, the battery returns back to the Lift and Transfer Module after it has been tested. This module drops to enable the battery to pass over the unit. This custom solution also features E-stop/release push button stations that work in unison with the Stop and Lift Modules. Once the battery has traveled through the last two Stop and Lift Modules, a crane picks the battery from the line, moving it onto the next phase of production.
In this special solution, the customer is able to process 20 batteries an hour while improving employee safety through use of a protective belt when conveying conductive materials that can produce electrostatic charges.
Dorner’s Precision Move Conveyors, which includes its 3200 Precision Move Conveyors, are Clean Room certified and can deliver expanded functionality to applications such as visual inspection, machine integration and robotic pick-and-place. They can also provide precision indexing, accurate part positioning, timed conveying, and sheet or wide part handling.